
 0519-83438523 0519-83438523
0519-83438523 0519-83438523
产品展示product

详细介绍
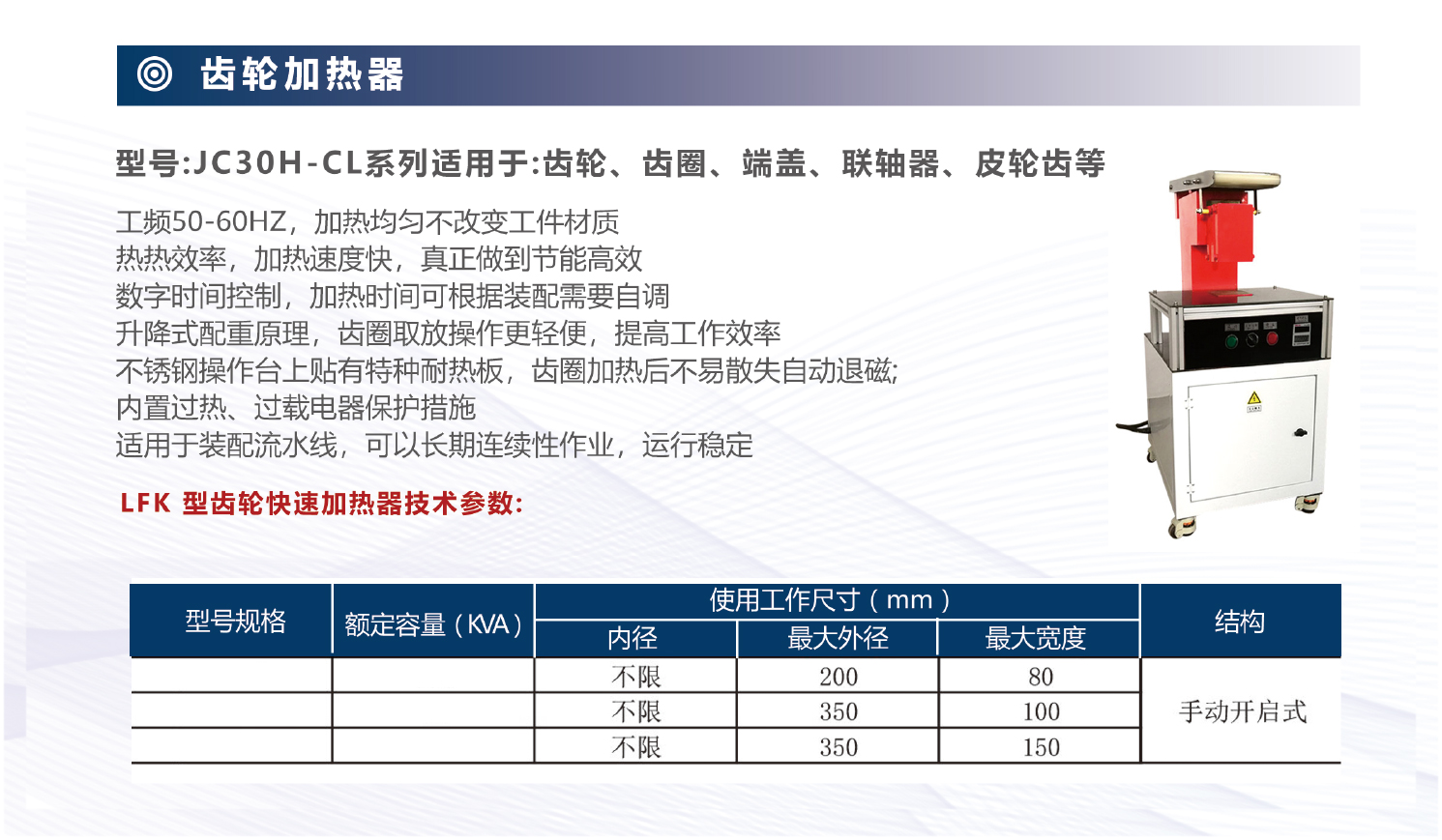
齿形自适应感应加热:
专用工装与定位系统:
工艺数据库集成:
| 加热均匀性 | 齿面温差≤±10℃,齿根温差≤±15℃ | 整体温差±50℃,齿根易欠热 |
| 加热速度 | Φ800mm齿轮至200℃需25分钟 | 同规格需2~3小时 |
| 氧化控制 | 惰性气体保护(可选) | 表面氧化层厚度≥0.1mm |
| 能耗效率 | 0.5~1.0kWh/kg(感应加热) | 1.8~2.5kWh/kg(电阻加热) |
| 适用工艺 | 热装、淬火、退火一体化 | 仅适用于整体加热 |
齿轮参数适配性:
加热性能:
智能化功能:
预处理:
加热阶段:
装配与冷却:
产品咨询





