
 0519-83438523 0519-83438523
0519-83438523 0519-83438523
产品展示product

详细介绍
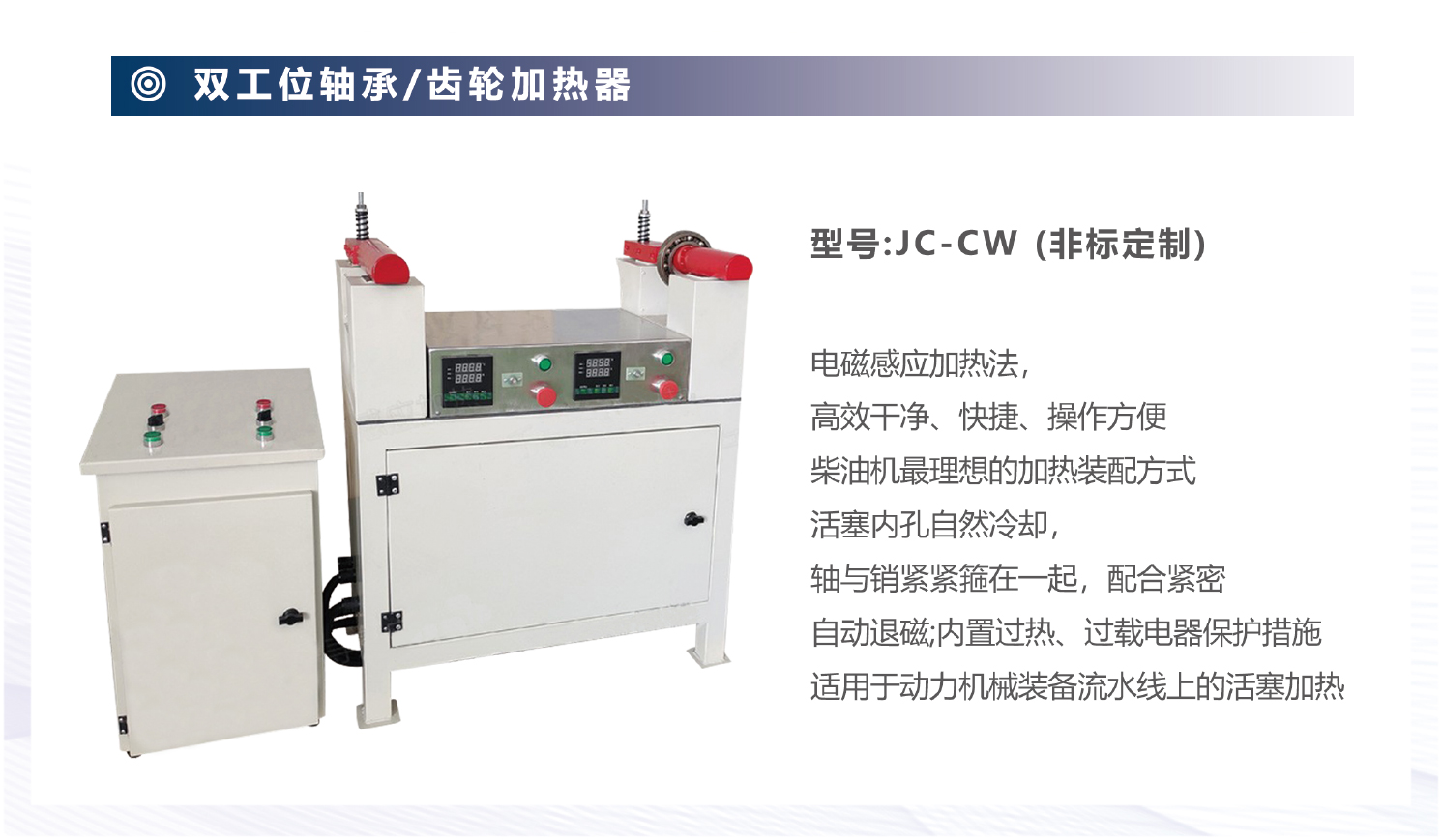
双工位协同加热:
多模式加热兼容:
智能化调度系统:
| 理论产能 | 80~120件/小时(双负载) | 50~70件/小时 |
| 单位能耗 | 0.4~0.7kWh/kg(能量复用) | 0.6~1.0kWh/kg |
| 换型时间 | ≤30秒(自动切换) | 5~10分钟(人工调整) |
| 设备占地面积 | 约6~8㎡(紧凑型布局) | 4~5㎡(但需额外周转区) |
| 适用场景 | 中大批量、多品种混合生产 | 小批量、单一品类生产 |
工位兼容性:
加热性能:
智能化要求:
上料与识别:
并行加热:
装配与切换:
产品咨询





